Views: 0 Author: Site Editor Publish Time: 2026-05-31 Origin: Site
Industry professionals often use the terms "slitter" and "rewinder" interchangeably when discussing converting machinery. You might hear these words tossed around on the factory floor as if they mean the exact same thing. However, this lack of terminology distinction frequently creates costly misalignments during capital equipment procurement. Misunderstanding these machine roles can heavily impact your production line.
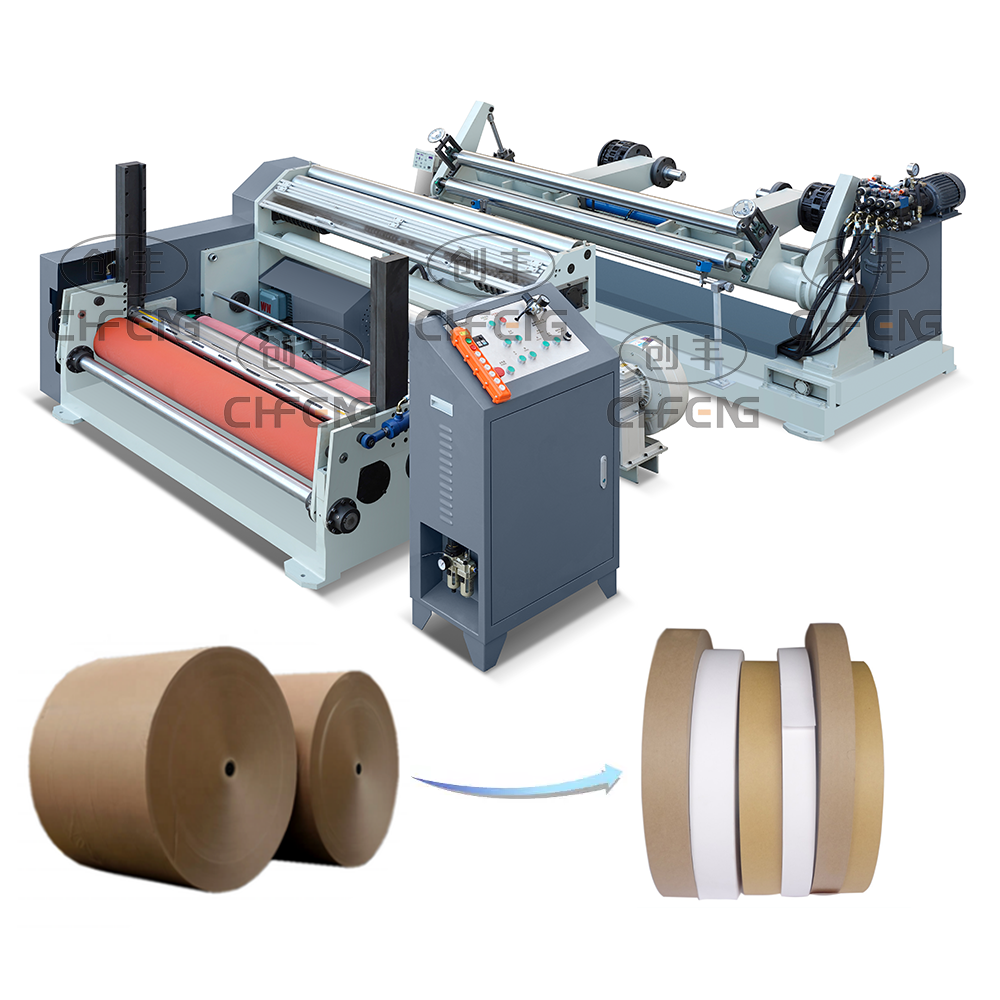
The fundamental mechanical divide between the two processes is actually quite straightforward. Slitting strictly involves cutting a wide master web into narrower sections. Rewinding handles the spooling, guiding, and tensioning of that finished material onto new cores. Misunderstanding this split can cause severe downstream production issues.
This article clarifies these distinct mechanical differences. We explain how modern production lines seamlessly integrate both functions. Finally, we provide a practical framework you can use to evaluate and shortlist the exact equipment needed for specific paper-converting applications.
Standalone vs. Integrated: Slitters cut; rewinders roll. A combined paper slitter rewinder handles both simultaneously to minimize web handling and optimize tension.
Application Dictates Specs: Different end products require vastly different slitting methods (shear, razor, score) and rewinding architectures (center, surface, center-surface).
Tension Control is the True Differentiator: The ability to maintain precise tension across varying widths prevents defects like telescoping or starring.
ROI Depends on TCO, Not Just Capital Cost: Successful procurement requires evaluating blade life, changeover times, and operator safety, alongside baseline capacity.
Understanding converting equipment begins by isolating the two primary actions. A machine must first cut the material. Then, it must collect it. While older setups sometimes separated these steps, modern manufacturing demands efficiency.
A pure slitter focuses solely on sectioning a master roll into narrower webs. It separates wide materials into functional strips. You must match the cutting technology directly to your substrate. Using the wrong blade type damages the product edge.
Here is how the three main cutting technologies compare:
Cutting Technology | Mechanism | Best Suited For | Common Limitations |
|---|---|---|---|
Shear Slitting | Uses two rotary knives operating like scissors. | Paper, heavy board, foils. | Requires precise setup; longer changeover times. |
Razor Slitting | Pulls material across a stationary or oscillating blade. | Films, lightweight plastics. | Blade dulls quickly; not ideal for abrasive paper. |
Score (Crush) Slitting | Presses a dull blade against a hardened cylinder. | Non-wovens, tape, thick materials. | Can create excessive dust; edge quality is lower. |
The rewinder collects the newly slit material onto fresh cores. This process demands extreme precision. If you wind a roll too loosely, it collapses. If you wind it too tightly, you stretch or break the web.
Three critical variables govern successful rewinding. First, you need precise torque control to handle the increasing diameter of the roll. Second, you must apply the correct nip pressure to push out trapped air. Third, speed synchronization is essential to ensure a structurally sound finished roll.
Today, the converting industry overwhelmingly relies on integrated systems. Synchronizing these two distinct actions maximizes Overall Equipment Effectiveness (OEE). By combining these functions, a Paper Slitter Rewinder reduces material waste significantly. It limits web handling steps, which naturally decreases edge damage. Modern integrated machines ensure tension remains stable from the unwind stand through the cutting section and onto the final rewind shafts.
Buying machinery without understanding these mechanical boundaries leads to wasted capital. Facility managers often overpay for unnecessary features. Conversely, they might under-specify critical tension controls, causing daily operational headaches.
You must map your equipment directly to your production bottlenecks. If your current bottleneck is roll quality, a faster machine will not help. You need a machine with better rewinding tension control. If your bottleneck is changeover time, you need a system with automated slitter knife positioning. Misunderstanding these machine functions ensures your bottleneck remains unsolved.
Equipment inaccuracy carries high real-world costs. Poor slitting creates excessive paper dust and jagged edges. This dust clogs downstream sensors and ruins print jobs. On the other hand, poor rewinding causes structural roll defects. Telescoping occurs when material slides out of alignment. Starring happens when internal stress collapses the core. These defects render the finished roll completely unusable.
The quality of your slit and rewound roll directly affects every secondary process. High-speed printing presses require perfectly tensioned rolls to maintain registration. Packaging lines require flat, dust-free edges to ensure proper sealing. Automated feeding systems will jam if they encounter an uneven roll profile. Ultimately, your slitting and rewinding quality dictates the success of your entire downstream operation.
When evaluating new converting machinery, you must look beyond basic speed metrics. High speed means nothing if the resulting rolls are defective. You need a structured approach to evaluate the core machine dimensions.
Tension control is the heart of any converting operation. You must decide between open-loop and closed-loop systems. Delicate papers or variable-thickness boards often require independent servo drives for precise control.
Chart: Tension Control System Comparison | ||
System Type | How It Works | Best Application |
|---|---|---|
Open-Loop | Estimates roll diameter to adjust torque without direct feedback. | Simple, consistent substrates where minor tension shifts are acceptable. |
Closed-Loop | Uses load cells or dancer rollers to measure and adjust tension in real-time. | Delicate, stretchy, or highly valuable materials requiring absolute precision. |
You must assess blade durability carefully. Paper is surprisingly abrasive. It dulls inferior blades rapidly. You should also evaluate automated knife positioning systems. Automated setups allow for fast changeovers between different job widths. Finally, dust extraction mechanisms are non-negotiable. This is especially critical for food-grade paper products where contamination ruins entire batches.
Do not just read the maximum continuous running speed on a brochure. You must analyze the actual production output. Factor in the ramp-up and ramp-down times required for each roll. Consider the time it takes operators to unload finished rolls. Machines equipped with automated roll unloading systems deliver much higher actual throughput over an eight-hour shift.
Industrial converting equipment presents serious hazards. Operators face pinch points, sharp blades, and high-speed rotating masses. Verify all physical guarding and light curtains. Check the emergency stop protocols thoroughly. Ensure the machinery complies strictly with regional directives, such as CE marks in Europe or OSHA standards in the United States.
General-purpose machines often struggle with specialized tasks. You must match the equipment configuration to your specific end product. Different paper products require drastically different processing environments.
Producing narrow paper strips requires extreme precision. Any slight deviation in tension causes web breaks. Any slight blade wobble creates unusable material.
Evaluation Criteria: A specialized Paper Straw Paper Slitter must handle incredibly narrow cutting widths.
Edge Quality: The machine must deliver pristine edge quality. Frayed edges cause the final paper straw to unravel during the spiral winding process.
Dust Control: Paper straws are food-contact items. Strict dust-control and extraction systems are legally mandated to meet food-grade compliance.
Tension Zones: Multiple distinct tension zones prevent narrow strips from drifting and overlapping before they hit the rewind core.
Converting heavy board presents entirely different mechanical challenges. The machine must physically overpower thick, dense fibers.
Evaluation Criteria: A heavy-duty Paper Tube Paper Slitter must withstand immense physical strain.
Cutting Power: It demands robust shear slitting capabilities. Scissor-action blades are required to cut cleanly through thick kraft board.
Rewinding Torque: Thick materials require very high rewinding torque. The motors must be large enough to pull the heavy web tight without stalling.
Structural Rigidity: The machine frame must feature massive structural rigidity. If the frame flexes, machine vibration will destroy the slit quality at high speeds.
Purchasing the machine is only the first step. Installing and operating it brings new challenges. You must proactively manage implementation risks to ensure a smooth production ramp-up.
Moving parts inevitably wear out. You need a transparent look at your expected maintenance schedule. Budget accurately for the cost and frequency of blade replacements. Slitter knives require regular sharpening to prevent dust buildup. Core chucks wear down over time due to constant expansion and retraction. Drive belts lose tension and require periodic replacement. Stocking these spare parts prevents unexpected, prolonged downtime.
Modern converting machines are highly sophisticated. Managing complex tension profiles is not intuitive. Setting micro-gaps for slitter knives requires skill. The operator training curve can be steep. This is why intuitive Human-Machine Interfaces (HMIs) are crucial. Clear touchscreens and automated knife positioning systems drastically reduce human error. Better interfaces lead to faster onboarding and significantly less material waste.
A new machine impacts your entire facility layout. Verify the exact floor space requirements before delivery. Heavy-duty machines require reinforced foundation load-bearing capacities. You must also plan for material handling integration. Master paper rolls weigh tons. You need proper overhead cranes or specialized forklifts to load the unwind stand safely. Proper facility planning ensures the machine operates without logistical bottlenecks.
Do not base your purchasing decision on glossy brochures. Follow a rigorous, structured approach to shortlist equipment vendors.
Define Material Boundaries: Document your exact material specifications. List your maximum and minimum web widths. Note your base weights in GSM (Grams per Square Meter). Define the required finished roll diameters. These numbers dictate the mechanical limits your new machine must meet.
Assess Vendor Engineering Expertise: Demand a Proof of Concept. Look for manufacturers who will test your specific materials on their machines before purchase. A reliable vendor will run your paper, analyze the results, and prove their machine can handle your substrate.
Evaluate Aftermarket Support: Machinery breaks down. When it does, every hour costs money. Evaluate spare parts availability in your region. Check if the vendor offers remote diagnostic capabilities to troubleshoot software issues. Confirm they have a local technician presence for physical repairs.
ROI Modeling: Balance your upfront capital expenditure against tangible operational gains. Calculate the projected gains in changeover speed. Estimate the value of reduced scrap rates. Factor in the increased line speed capabilities. A more expensive machine often pays for itself quickly if it eliminates waste.
Understanding the distinction between slitting and rewinding prevents costly procurement mistakes. Slitting defines your edge quality, while rewinding defines your roll structure. You should not just buy a standalone machine. Instead, invest in an integrated web-handling solution tailored precisely to your substrate and end-product goals.
Different materials require vastly different processing environments. Narrow food-grade strips demand completely different engineering than thick industrial boards. Always map the machine specifications directly to your production bottlenecks.
We encourage you to audit your current waste metrics immediately. Identify where poor roll quality is costing you money. Once you have that data, reach out to shortlisted vendors and request a material-specific test run. Seeing your actual paper run flawlessly on their equipment is the only real guarantee of success.
A: Yes. A standalone rewinder operates perfectly well without a slitting section. Facilities often use these machines for salvage rewinding. They also use them to split large master rolls into smaller diameters or to simply change the core sizes for downstream customers.
A: Shear slitting is the ideal method for kraft paper. It uses a scissor-like action with a top and bottom rotary blade. This precise mechanical action minimizes paper dust and cleanly cuts through dense, heavy fibers without tearing the material.
A: A pure center rewinder drives torque solely through the core shaft. A center-surface rewinder adds a driven nip roller that rests against the outside of the material. This combined approach supports heavier rolls perfectly, preventing the core from distorting under massive weight.